
Many people add direction reversing circuitry to the motor. It has been my experience that running the lathe in reverse and trying to do any work at all will loosen the chuck or faceplate. Your quality of life will begin to deteriorate drastically as the chuck unscrews and falls off onto the ways while still spinning rapidly.
The original cross and compound handles are, to me, incredibly annoying, particularly the compound. I've replaced both with ball cranks that have a single rotating handle. The cross-slide crank should be only 3/4" center-to-center to prevent interfering with the compound set at low angles for threading (particularly acme). These are not commercially available so I made my own. Hey, that's why I have a lathe, right?
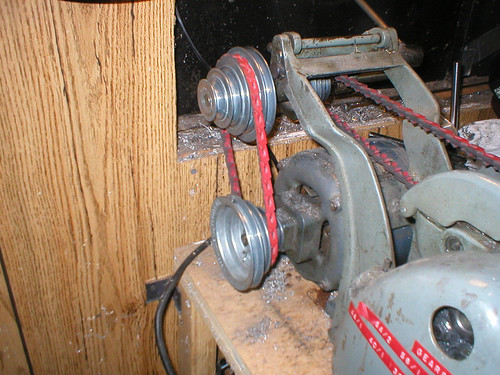
I replaced the layshaft with a piece of ground and polished 1/2" drill rod. It was much quieter-running than the old, scored layshaft. I also added two four-step pulleys, replacing the two-step pulleys on the motor and the old layshaft, which gave me more speeds. This does require recalculating RPM. Check out the neat Fenner twistbelt.
Many people find that it is less stressful to the operator to do threading operations by hand-rotating the spindle. To help with this, many of us have built handles that fit into the outboard bore of the headstock. A proper handle, built with safety in mind, would have some sort of sprung engagement mechanism to prevent it spinning around wildly if the lathe is powered up. Nobody I have seen has gone to the trouble to build one of these, presumably because we accept that lathes are dangerous. Nevertheless, this is something you might want to consider.
I built my spindle handle with zero overhang: the arm that drives the spindle fits right against the spindle. You can't make this a 90 degree angle, because it will hit into the geartrain. I built mine with a bend in the handle. Wiser heads than mine design theirs so it has an offset and runs through the gear cover. I strongly recommend doing this because the gear cover tends to swing closed and hit into my fingers when driving the spindle.
I will note that hand-driving the spindlecan be much harder on carbide tooling because the drive isn't smooth. It's very easy to chip off the tip of the carbide threading bit. Set the compound at just shy of half the threading angle (typically 29 degrees for a standard 60 degree thread) and take small cuts, smaller as you progress, down to one thousandth indicated on the compound (which is actually 0.0014", when you consider the angle and the double cut depth) for the last two cuts.
This page written 12-14 Jan 2010, last modified 24 Jan 2010